

Популярные материалы
- Технология плазменной резки True Hole
- Увеличение срока службы расходных материалов для плазменной резки
- Новые технологии развеивают устаревшие представления о плазменной резке
- Новые технологии расширяют возможности плазменной резки
На современном машиностроительном предприятии, использующем в заготовительном производстве технологию плазменной резки, наиболее остро стоит проблема обработки отверстий под болтовое соединение. Сейчас в технологическом процессе используется следующая цепочка операций:
На станке плазменной резки с ЧПУ обрабатывается контур детали, пазы и отверстия диметром больше чем 1,8 толщины листа, затем плазмой или чернильным маркировщиком обозначаются центра будущих отверстий под болт (диметры отверстий сопоставимы с толщиной листа). Затем, либо в автоматическом режиме (дорогостоящие портальные сверлильные станки), либо в ручную (дрелью на магнитных присосках) сверлятся отверстия нужного диаметра.

На современном производстве наиболее остро ставится вопрос о сроке службы расходных материалов для плазменной резки с ЧПУ.
Время жизни расходников напрямую влияет на себестоимость реза, а значит и на маржинальную прибыль предприятия и на стоимость конечной продукции.
В данной статье нам хотелось бы уделить внимание основным производственным ошибкам операторов и дать советы, как в будущем постараться избежать данных ошибок, а значит увеличить срок службы расходных материалов к плазме.
ПРОВЕРЬТЕ ФАКТЫ
Статья Риза Меддена
Система плазменной резки используется более 50 лет, показав множество преимуществ, в сравнении с другими методами резки. Так почему же не все режут плазмой? Люди думают, что система плазменной резки слишком дорогая или трудна в освоении. Эта статья призвана развеять мифы, в основе которых лежит неправильное представление о современной плазменной системе, и показать, почему же сегодня система плазменной резки одна из самых существенных и продуктивных инструментов.
Каждый день в мире появляются все более новые технологии, производители постоянно изобретают новое оборудование, чтобы быть конкурентоспособными. Тоже самое происходит и в области плазменной резки металла.
Первая установка была сделана в шестидесятых годах. С тех пор, современные технологии повысили возможности плазменной резки и доказали простоту ее использования практически для любого металла и высокую производительность.
Увеличение срока службы расходных материалов для плазменной резки
На современном производстве наиболее остро ставится вопрос о сроке службы расходных материалов для плазменной резки с ЧПУ.
Время жизни расходников напрямую влияет на себестоимость реза, а значит и на маржинальную прибыль предприятия и на стоимость конечной продукции.
В данной статье нам хотелось бы уделить внимание основным производственным ошибкам операторов и дать советы, как в будущем постараться избежать данных ошибок, а значит увеличить срок службы расходных материалов к плазме.
Проблема 1: Выходное отверстие сопла имеет искаженную (увеличенную форму).
В чем причина?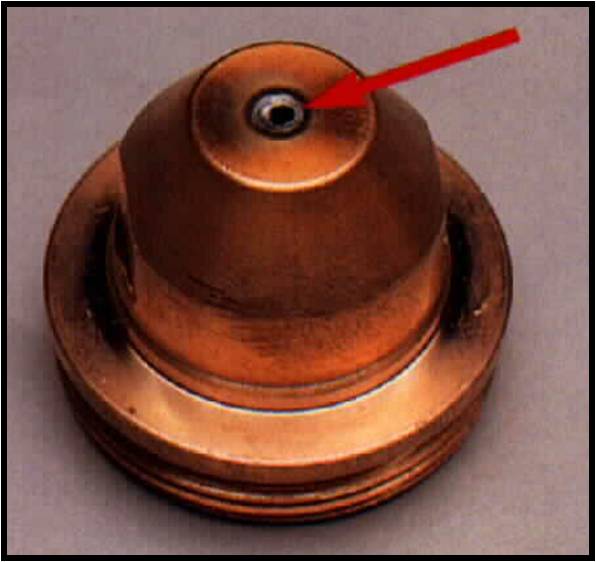
- Увеличенное тепловое воздействие пилотной дуги на сопло.
Методы решения:
- Проверка правильности высоты пробивки
- Обеспечение хорошего контакта между листом и рабочим кабелем;
Проблема 2: Глубокая выемка отверстия во внутренней стороне сопла. Обычно качество реза улучшается сразу после замены комплекта расходных материалов.
В чем причина?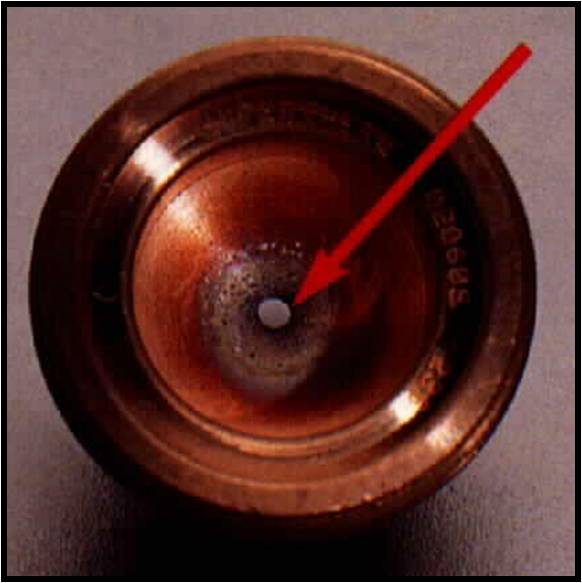
- Низкий поток плазмообразующего газа.
Методы решения:
- Проверьте правильность значений расхода газов (замена редукторов на баллоне с кислородом);
- Проверьте все газовые шланги и фитинги на герметичность;
- Проверьте газовые шланги на изломы.
Проблема 3: На внутренней стороне сопла видны спераливидные следы коррозии меди.
В чем причина?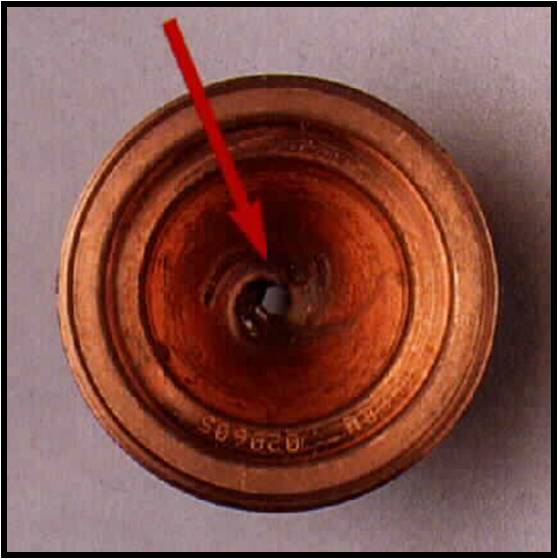
- Двойная дуга или пробивка происходит слишком близко от листа.
Методы решения:
- Проверьте правильность высоты пробивки.
- Проверьте правильность значений потоков газа
- Проверьте время задержки двигателей станка по всем 3-ем осям.
Проблема 4: Чрезмерное налипание металла на наружную поверхность сопла.
В чем причина?
- Двойная дуга или пробивка происходит слишком близко от листа.
Методы решения:
- Проверьте правильность высоты пробивки;
- Проверьте правильность значений потоков газа и скорости резки;
- Проверьте время пробивки (слишком долго в режиме пробивки).
Проблема 5: Темная поверхность вокруг внутренней области отверстия сопла со следами эрозии меди
В чем причина?
- Ограничения подачи плазмообразующего газа.
Методы решения:
- Проверьте правильность значений потоков газа;
- Проверьте газовые шланги на изломы.
Залогом долгой службы расходных материалов являются следующие критерии:
- Использование оригинальных расходников от надежного поставщика
- Использование качественных газов (кислород, воздух)
- Контроль над входными параметрами газов (поток, давление, чистота по пыли и по маслу)
В случае, если благородя Вашему опыту Вы знаете, как увеличить срок службы расходных материалов, делитесь с нами по адресу: Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра. и мы обязательно опубликуем Ваши советы на нашем сайте.
Перейти в раздел статьи
ПРОИЗВОДИТЕЛИ
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

![]()

Телефон: 8 (495) 984 86 10 Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Адрес: 117405, г. Москва, ул. Дорожная, 60Б, офис 651 (метро Аннино)